聚丙烯薄膜挤出吹塑成型用单螺杆通用型挤出机。螺杆结构为等距不等深渐变型或突变型,长径比大于20:1,一般在(20-25):1范围内应用比较多,压缩比在(3-4):1之间。成型膜坯用模具结构多用图5-3直角下吹型。如果采用螺杆直径为45㎜挤出机时,图5-21型模具结构可供应用参考。图中模具的口模直径为60㎜,口模间隙为0.6㎜,定型段长60㎜,设置3个缓冲槽。
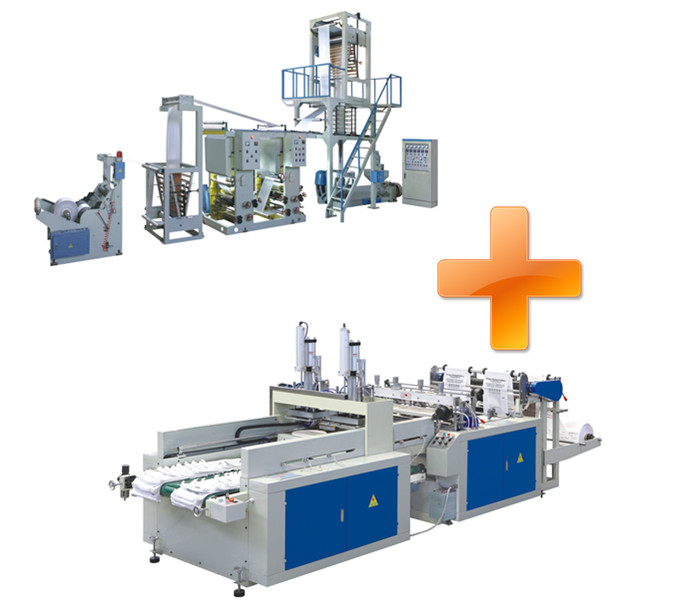
采用下吹法挤出成型,生产线布置采用图1-1(b)布置方式。
上一篇:2011年01月11日发布:什么是聚乙烯?有哪些品种?
下一篇: 2013年03月27日发布:聚丙烯吹塑薄膜挤出成型工艺温度怎样控制?
关于我们
资讯中心
视频中心
招揽纳士
客服中心




 中文版
中文版