低密度聚乙烯重包装薄膜与普通聚乙烯包装薄膜的不同之处是膜的厚度,重包装薄膜的厚度一般为0.20~0.35mm,可用于20-30kg重物包装,如化工原料,化肥,合成树脂及饲料等方面的包装。
低密度聚乙烯重包装薄膜挤出吹塑应注意事项如下。
1. 原料选择。重包装薄膜成型用原料选择低密度聚乙烯树脂的熔体流动速率(MFR)为0.3-0.5g/10min.如中国石化集团北京燕山石油化工有限公司生产的LDPE树脂牌号2F0.3A或2F0.4A等。
重包装薄膜也可用LDPE与LLDPE混合料挤出吹塑成型。原料中线型低密度聚乙烯(LLDPE)树脂的比例占1/3左右。
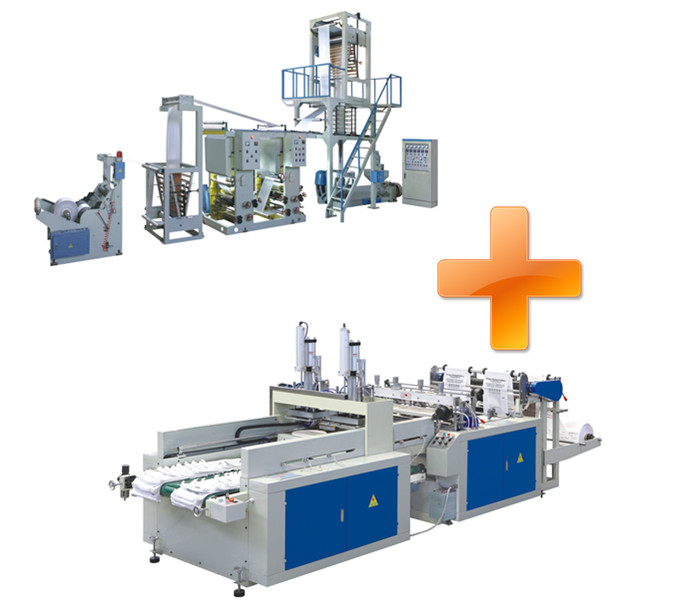
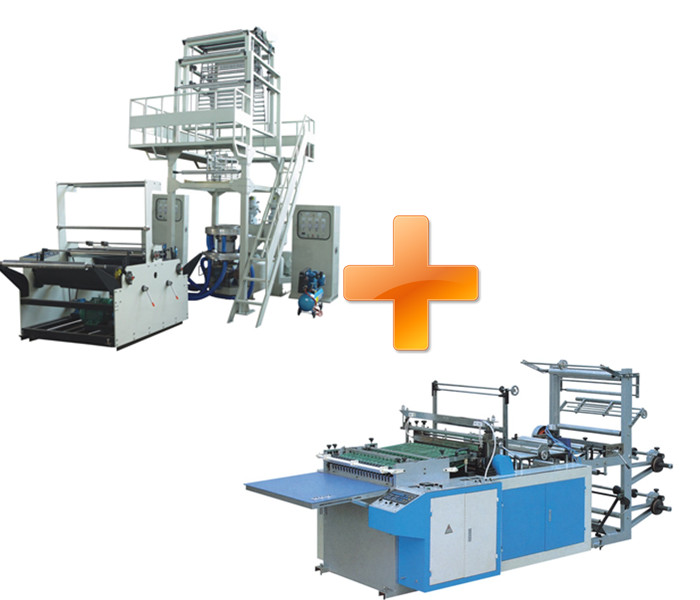
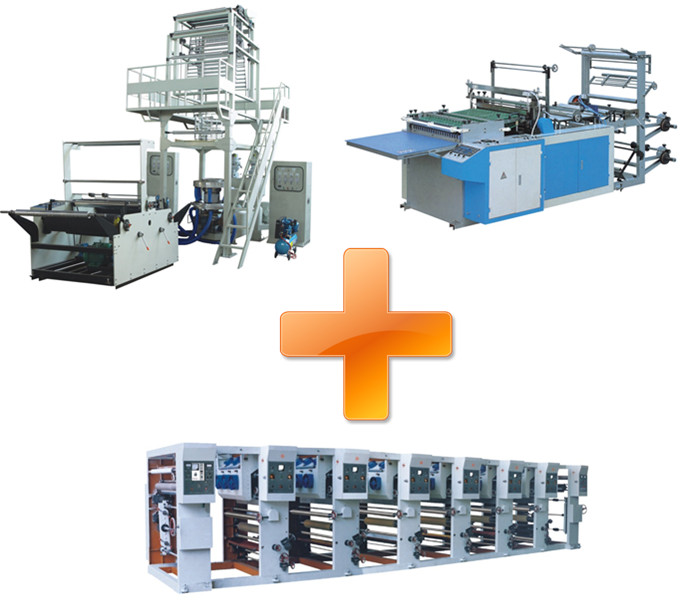
2. 设备条件。重包装薄膜挤出吹塑成型,最好选用专用设备。如选用大连橡胶塑料机械厂生产的SJ-FMZ800型重包装薄膜吹塑辅机,与SJ-90×25型塑料挤出机配套使用。
塑料制品厂也可用厂内现有生产设备,要求螺杆为挤塑PE料通用型螺杆,长径比为20:1,压缩比为4:1或3:1,为保证原料的塑化质量,机简工艺温度控制要求是螺杆应通水控温。
成型模具应采用螺旋式芯棒结构。当挤出机螺杆直径为90mm时,成型模具的口模直径为200mm。口模间隙在1mm左右。吹胀比为2-3.
如不选用专用辅机,注意成型模具距牵引辊的距离应不小于8m,以保证厚薄膜的充分冷却降温。
3. 工艺温度。机简各段工艺温度:加料段130-150℃,塑化段160-190℃,均化段190-210℃。
成型模具温度为190-200℃。
4. 重包装薄膜的膜泡采用风冷降温,必要时也可把人字形导板改为水冷式人字形导板,用以配合风环对膜泡的降温定型。人字形导板的张开角度在15°-30°范围内。

| |||||||
 中文版
中文版